隨著工業(yè)的發(fā)展,科學(xué)技術(shù)的進(jìn)步,對不銹鋼制品管的精度與性能提出了越來越高的要求。特別是近年來在各種高技術(shù)產(chǎn)業(yè)中,各種電子零部件及光學(xué)零部件日益輕薄、短小、精密化要求越來越高,隨之而來的是更高的表面質(zhì)量及加工精度的要求。對比傳統(tǒng)研磨,磁力研磨對不銹鋼管內(nèi)壁具有良好的研磨效果,接下來看看不銹鋼制品管內(nèi)壁磁力研磨工藝。
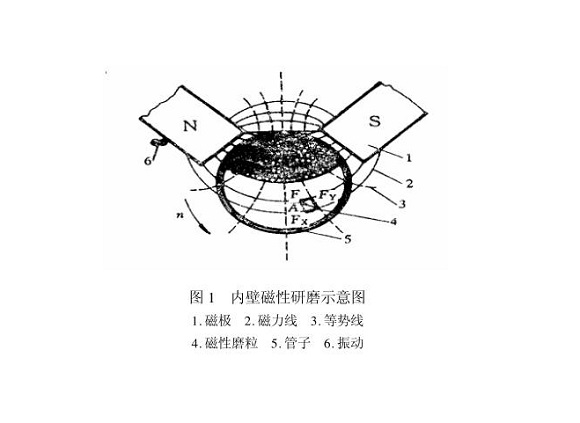
一、原理 磁力研磨法就是磁性磨料在磁場作用下,對工件表面進(jìn)行精飾加工和棱邊修磨的一種方法,其加工原理可這樣解釋:在加工區(qū)域內(nèi)的各個磨粒中的磁性物質(zhì)被磁化后,由于磁性結(jié)合使磨粒排成刷子狀。如工件是鐵磁性材料,那么工件也被磁化,并與磁研磨刷前端的磨粒相互吸引,前端磨粒受磁力作用緊壓工件表面。當(dāng)工件為非鐵磁性材料時,外部磁場產(chǎn)生的磁力線將貫穿于工件,磨粒將依靠裝置N、S極形成的磁場作用力加工工件。
圖1是磁性磨削加工奧氏體不銹鋼管內(nèi)壁示意圖。因不銹鋼制品管無磁性,當(dāng)磁性磨料放入管內(nèi),在磁場作用下,它們聚集在磨削區(qū),同時產(chǎn)生磨削壓力。當(dāng)管子或磁場高速旋轉(zhuǎn)時,就可以通過管子和磨料之間的相對運(yùn)動來進(jìn)行磨削。
二、各種工藝參數(shù)對加工的影響 1.轉(zhuǎn)速對加工的影響
實(shí)驗(yàn)條件:研磨不銹鋼為奧氏體不銹鋼薄壁管,內(nèi)徑為φ30.9mm,外徑為φ31.76mm。
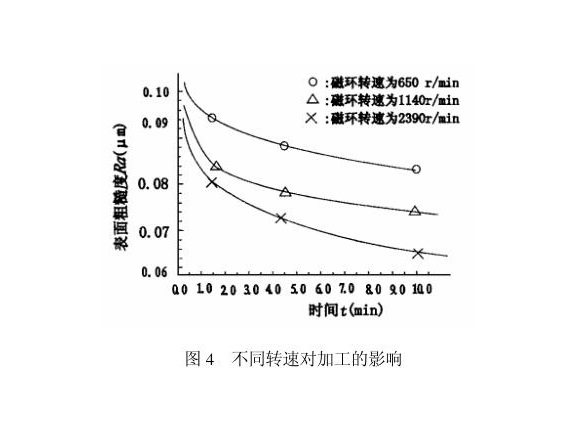
為了便于做實(shí)驗(yàn),取管長50mm進(jìn)行研磨加工,磁感應(yīng)強(qiáng)度B=0.3T,磁性磨料為40#~60#鋁鎳鈷磁鋼粉,可得關(guān)系曲線,見圖4。
比較圖4的三組曲線可發(fā)現(xiàn),工件加工表面粗糙度隨著磁環(huán)轉(zhuǎn)速的提高而降低。
2.磁感應(yīng)強(qiáng)度對加工的影響
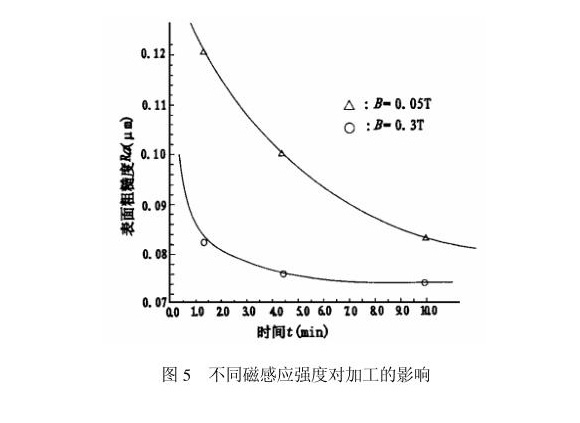
實(shí)驗(yàn)條件:研磨不銹鋼管同上,磁環(huán)轉(zhuǎn)速為1140r/min,磁性磨料為40#~60#鋁鎳鈷磁鋼粉,可得關(guān)系曲線,見圖5。
比較圖5的兩組曲線可看出,在其他實(shí)驗(yàn)條件相同的情況下,磁感應(yīng)強(qiáng)度B=0.3T時加工的不銹鋼制品管表面粗糙度低于B=0.05T時的加工表面粗糙度。
3.磁性磨料粒度對加工的影響
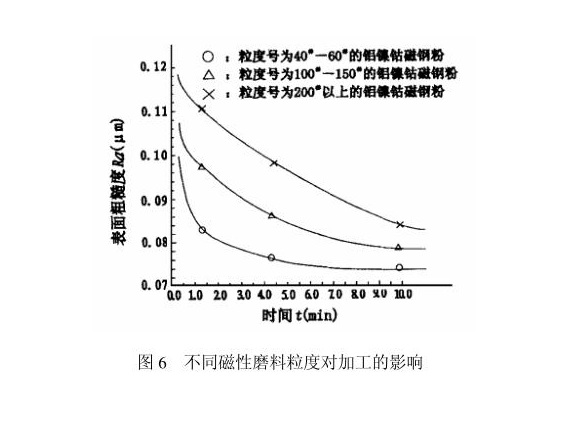
實(shí)驗(yàn)條件:研磨不銹鋼同上,磁環(huán)轉(zhuǎn)速為1140r/min,磁感應(yīng)強(qiáng)度B=0.3T。可得關(guān)系曲線,見圖6。
從圖6的三組曲線可看出,在加工時間不超過10min時,隨著磨粒粒度號增大,研磨后不銹鋼管表面粗糙度下降較慢;在同樣的加工時間內(nèi),粒度號小的磨粒研磨后的制品管表面粗糙度低于粒度號大的磨料。但是隨著研磨時間的進(jìn)一步延長,出現(xiàn)了相反的加工效果,粒度號大的磨料加工的工件表面粗糙度值低于粒度號小的磨粒。
4.研磨時間對加工的影響
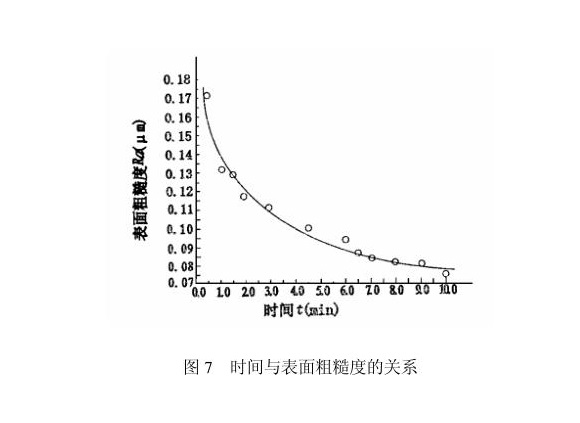
實(shí)驗(yàn)條件:磁環(huán)轉(zhuǎn)速為1140r/min,磁感應(yīng)強(qiáng)度B=0.3T,磁性磨料為40#~60#鋁鎳鈷磁鋼粉。由實(shí)驗(yàn)結(jié)果可得關(guān)系曲線,見圖7。
由圖7曲線可知,在研磨初期7min內(nèi),表面粗糙度下降很快,7min后表面粗糙度降低開始轉(zhuǎn)緩。
5.劃分加工階段對加工的影響
要求磁力研磨不銹鋼管內(nèi)壁達(dá)到高精度的加工要求,為達(dá)到這樣的加工要求,不妨把整個加工過程劃分為三個階段,即粗研拋階段、半精研拋階段、精研拋階段。粗研拋階段主要是為了提高研磨效率,為此采用40#~60#的鋁鎳鈷磨料粗研磨加工10min。半精研拋階段主要是進(jìn)一步彌補(bǔ)粗研拋后不銹鋼制品管的表面缺陷,并為精研拋?zhàn)鳒?zhǔn)備。為此采用100#~150#的鋁鎳鈷磨料半精研磨8min。精研拋以最大限度地降低工件表面粗糙度為主要目的,保證其內(nèi)表面達(dá)到規(guī)定的質(zhì)量要求。因此選用200#以上的鋁鎳鈷磨料作更進(jìn)一步的精研拋,再次細(xì)化加工切痕,經(jīng)過12min的加工后,用表面粗糙度測量儀測出工件內(nèi)表面粗糙度由原來的Ra0.63μm下降到Ra0.061μm,基本上滿足了加工要求。
以上就是
不銹鋼制品管內(nèi)壁磁力研磨工藝,通過試驗(yàn)找出了不銹鋼制品管轉(zhuǎn)速、磁感應(yīng)強(qiáng)度、磁性磨料粒度、研磨時間以及工藝階段的劃分等因素對加工的影響規(guī)律。試驗(yàn)結(jié)果表明,磁性磨料磁力研磨技術(shù)是實(shí)現(xiàn)超長薄壁不銹鋼管內(nèi)表面拋光的高效、高表面質(zhì)量的有效精加工方法。
參考資料:王艷—細(xì)長薄壁不銹鋼管內(nèi)壁磁力研磨技術(shù)的研究